




Выбор читателей





Популярные статьи
Резьба метрическая
Профиль резьбы установлен ГОСТ 9150-81 и представляет собой треугольник с углом при вершине 60 о (рисунок 105).
Это основной вид крепежной резьбы, предназначенной для соединения деталей непосредственно друг с другом или с помощью стандартных изделий, имеющих метрическую резьбу, таких как болты, винты, шпильки, гайки.
Рисунок 105 - Профиль метрической резьбы
Основные элементы и параметры ее задаются в миллиметрах (ГОСТ 24705-81).
Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметров от 1 до 68 мм - свыше 68 мм резьба имеет только мелкий шаг, при чем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Например: для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий - 1,25; 1; 0,75; 0,5 мм.
М18-6g резьба метрическая наружная номинальный диаметр 18 мм шаг крупный, поле допуска резьбы 6g;
М18х0,5-6g резьба метрическая наружная номинальный диаметр 18 мм, поле допуска резьбы 6g, шаг мелкий Р=0,5;
М18LH-6g резьба метрическая наружная номинальный диаметр 18 мм шаг крупный, поле допуска резьбы 6g, левая;
М18-6Н резьба метрическая внутренняя номинальный диаметр 18 мм шаг крупный, поле допуска резьбы 6Н.
Резьба дюймовая
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Резьба треугольного профиля с углом при вершине 55 о (рисунок 106).

Рисунок 106 - Профиль дюймовой резьбы
Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367-81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55°(рисунок 107).
Резьба стандартизована для диаметров от 1/16" до 6" при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Рисунок 107 - Профиль трубной цилиндрической резьбы
Примеры условного обозначения:
G1 1 / 2 -А резьба трубная цилиндрическая,1 1 / 2 условный проход в дюймах, класс точности А;
G1 1 / 2 LH-B-40 резьба трубная цилиндрическая,1 1 / 2 условный проход в дюймах, левая, класс точности В, длина свинчивания 40 мм.
Резьба трапецеидальная
Резьба с профилем в виде равнобочной трапеции с углом 30 о (рисунок 108). Применяется для передачи возвратно-поступательного движения или вращения в тяжело нагруженных подвижных резьбовых соединениях. Часто используется при изготовлении ходовых винтов, согласно ГОСТ 24738-81 выполняется на поверхностях диаметров от 8 до 640 мм.
Трапецеидальная резьба может быть однозаходной (ГОСТ 24738-81, ГОСТ 24737-81) и многозаходной (ГОСТ 24739-81). ГОСТ 9484-81 устанавливает профиль трапецеидальной резьбы.

Рисунок 108 - Профиль трапецеидальной резьбы
Пример условного обозначения:
Tr40х6 - трапецеидальная однозаходная резьба с наружным диаметром 40 мм, шагом 6 мм.
Резьба упорная
Резьба с профилем в виде неравнобочной трапеции с углом рабочей стороны 3 о и нерабочей - 30 о (рис. 109). Упорная резьба, как и трапецеидальная , может быть однозаходной и многозаходной . Выполняется на поверхностях диаметров от 10 до 640 мм (ГОСТ 10177-82). Применяется для передачи больших усилий, действующих в одном направлении: в домкратах, прессах и т.д.

Рисунок 109 - Профиль упорной резьбы
Пример условного обозначения:
S80Х10 - упорная однозаходная резьба с наружным диаметром 80 мм, шагом 10 мм;
S80Х20(P10) - упорная многозаходная резьба с наружным диаметром 80 мм, величина хода 20 мм, шаг 10 мм
Резьба прямоугольная (квадратная)
Резьба с прямоугольным (или квадратным) нестандартным профилем, поэтому все ее размеры указываются на чертеже. Применяется для передачи движения тяжело нагруженных подвижных резьбовых соединений. Обычно выполняется на грузовых и ходовых винтах (рисунок 110).

Рисунок 110 - Профиль прямоугольной резьбы
Резьба круглая
Резьба с круглым профилем (ГОСТ 9484-81) (рисунок 111). Обладает сравнительно большим сроком службы и повышенным сопротивлением при значительных нагрузках. Применяется для часто свинчиваемых соединений (шпиндели, вентили и т.д.), работающих в загрязненной среде, а также для тонкостенных деталей с накатанной или штампованной резьбой, например, цоколь электролампы.

Рисунок 111 - Профиль круглой резьбы
Пример условного обозначения:
Rd16 - круглая резьба с наружным диаметром 16 мм.
Если резьба круглая применяется в соединениях санитарно-технической арматуры, то обозначение будет следующим: Кр12х 2,54 ГОСТ 13536-68.
Детали в машинах и механизмах каким-либо образом соединены друг с другом. Данные соединения выполняют различные функции. Соединения делят на два типа: подвижные и неподвижные, которые, в свою очередь подразделяются на разъемные и неразъемные.
Разъемными называют соединения, повторная сборка и разборка которых возможна без повреждения (разрушения) их составных частей. К ним относятся резьбовые, шпоночные, штифтовые, шлицевые и другие виды соединений.
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
По назначению резьбы делятся на крепежные (в неподвижном соединении) и ходовые или кинематические (в подвижном соединении). Часто крепежные резьбы несут в себе вторую функцию — уплотнения резьбового соединения, обеспечения его герметичности.
В зависимости от формы поверхности, по которой нарезается резьба, она может быть цилиндрической или конической .
В зависимости от расположения поверхности резьба может быть наружной (нарезанная на стержне) или внутренней (нарезанная в отверстии).
В зависимости от формы профиля различают резьбу треугольную , трапециевидную , прямоугольную , круглую , специальную .
Треугольная резьба подразделяется на метрическую , трубную , коническую дюймовую, трапециевидная резьба — на трапецеидальную , упорную , упорную усиленную .
По величине шага различают резьбу крупную, мелкую и специальную.
По числу заходов резьбы делятся на однозаходные и многозаходные .
По направлению винтовой линии различают резьбу правую (нитка резьбы нарезается по часовой стрелке) и левую (нитка резьбы нарезается против часовой стрелки).
Рисунок 5.1 — Классификация резьб
Резьба образуется при винтовом движении некоторой плоской фигуры, задающей так называемый профиль резьбы, расположенной в одной плоскости с осью поверхности вращения (осью резьбы).
Профили резьбы характеризуются следующими особенностями:
 |
 Резьба метрическая (треугольная) |
 |
 Резьба трубная цилиндрическая |
 Резьба трубная коническая |
|
 Резьба дюймовая коническая |
|
 |
 Резьба круглая |
 Резьба трапецеидальная |
|
 Резьба упорная |
|
 Резьба прямоугольная нестандартная |
Рисунок 5.2 — Типы и параметры резьб
Диаметр резьбы (d) — диаметр поверхности, на которой будет образована резьба.
Шаг резьбы (Р) — расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси вращения (ГОСТ 11708-82).
Ход резьбы — относительное осевое перемещение детали с резьбой за один оборот, равное произведению nР , где n – число заходов резьбы. У однозаходной резьбы ход равен шагу.
Резьбу, образованную движением одного профиля, называют однозаходной , образованную движением двух, трех и более одинаковых профилей, называют многозаходной (двух-, трехзаходной и т.д.).
| Тип резьбы | Буквенное обозначение | Назначение |
|---|---|---|
| Метрическая | М… | Резьба общего назначения, стандартные крепежные изделия |
| Метрическая коническая | МК… | Приборостроение |
| Трапецеидальная | Tr… | Ходовые винты, передающие возвратно-поступательное движение |
| Упорная | S… | Механизмы с большим осевым усилием (винтовые прессы, домкраты) |
| Трубная цилиндрическая | G… | Соединение труб, фитинги, вентили |
| Трубная коническая | R… (наружная) Rc… (внутренняя) |
Соединение труб при больших давлениях и температурах (повышенная герметичность) |
| Круглая для электротехнической арматуры | E… | Патроны, цоколи |
В зависимости от условий и характера производства выполнение резьбы может осуществляться различными способами и инструментами. Для изготовления большинства стандартизованных резьб широко применяется нарезание резьбы плашками или метчиками.
Плашка применяется для нарезания наружной резьбы на заранее подготовленной заготовке детали, диаметр которой определяется диаметром и шагом нарезаемой резьбы.
Рабочая (режущая) поверхность плашки имеет коническую заборную часть (фаску) и цилиндрическую калибрующую часть, обеспечивающую нарезание резьбы необходимого размера. В результате наличия заборной части на нарезаемом стержне в конце резьбы остается участок l 1 с постепенно уменьшающимся по высоте профилем (Рисунок 5.3, в). Этот участок с неполной резьбой называется сбегом резьбы . Резьба полного профиля, определяемая калибрующей частью плашки, заканчивается на стержне там, где начинается сбег резьбы. В случае, когда нарезаемая часть стержня ограничивается какой-либо опорной поверхностью (буртиком, головкой, заплечиком и т.п.), при нарезании резьбы плашка (во избежание поломки) обычно не доводится до упора в эту поверхность.
При этом на стержне остается участок, называемый недоводом резьбы . Сбег плюс недовод образуют недорез резьбы l 2 (Рисунок 5.3, в).
 |
||
| а | б | в |
Рисунок 5.3 — Нарезание резьбы на стержне
Метчик (Рисунок 5.4) применяется для нарезания внутренней резьбы в заранее просверленном отверстии, диаметр d 1 которого выбирается в зависимости от шага и диаметра нарезаемой резьбы (см. таблицу 5.2. (ГОСТ 19257-73. Отверстия под нарезание метрической резьбы)).
| Шаг резьбы, Р | Диаметр сверла, d 1 | Номинальный диаметр резьбы, d | Шаг резьбы, Р | Диаметр сверла, d 1 | |
|---|---|---|---|---|---|
| 1 | 0,2 | 0,80 | 10 | 0,5 | 9,50 |
| 0,25 | 0,75 | 0,75 | 9,25 | ||
| 1,1 | 0,2 | 0,90 | 1 | 9,00 | |
| 0,25 | 0,85 | 1,25 | 8,80 | ||
| 1,2 | 0,2 | 1,00 | 1,5 | 8,50 | |
| 0,25 | 0,95 | 11 | 0,5 | 10,50 | |
| 1,4 | 0,2 | 1,20 | 0,75 | 10,25 | |
| 0,3 | 1,10 | 1 | 10,00 | ||
| 1,6 | 0,2 | 1,40 | 1,25 | 9,50 | |
| 0,35 | 1,25 | 12 | 0,5 | 11,50 | |
| 1,8 | 0,2 | 1,60 | 0,75 | 11,25 | |
| 0,35 | 1,45 | 1 | 11,00 | ||
| 2 | 0,25 | 1,75 | 1,25 | 10,80 | |
| 0,4 | 1,60 | 1,5 | 10,50 | ||
| 2,2 | 0,25 | 1,95 | 1,75 | 10,20 | |
| 0,45 | 1,75 | 14 | 0,5 | 13,50 | |
| 2,5 | 0,35 | 2,15 | 0,75 | 13,25 | |
| 0,45 | 2,05 | 1 | 13,00 | ||
| 3 | 0,35 | 2,65 | 1,25 | 12,80 | |
| 0,5 | 2,50 | 1,5 | 12,50 | ||
| 3,5 | 0,35 | 3,15 | 2 | 12,00 | |
| 0,6 | 2,90 | 15 | 1 | 14,00 | |
| 4 | 0,5 | 3,50 | 1,5 | 13,50 | |
| 0,7 | 3,30 | 16 | 0,5 | 15,50 | |
| 4,5 | 0,5 | 4,00 | 0,75 | 15,25 | |
| 0,75 | 3,75 | 1 | 15,00 | ||
| 5 | 0,5 | 4,5 | 1,5 | 14,50 | |
| 0,8 | 4,20 | 2 | 14,00 | ||
| 5,5 | 0,5 | 5,00 | 17 | 1 | 16,00 |
| 6 | 0,5 | 5,50 | 1,5 | 15,50 | |
| 0,75 | 5,25 | 18 | 0,5 | 17,50 | |
| 1 | 5,00 | 0,75 | 17,25 | ||
| 7 | 0,5 | 6,50 | 1 | 17,00 | |
| 0,75 | 6,25 | 1,5 | 16,50 | ||
| 1 | 6,00 | 2 | 16,00 | ||
| 8 | 0,5 | 7,50 | 2,5 | 15,50 | |
| 0,75 | 7,25 | 20 | 0,5 | 19,50 | |
| 1 | 7,00 | 0,75 | 19,25 | ||
| 1,25 | 6,80 | 1 | 19,00 | ||
| 9 | 0,5 | 8,50 | 1,5 | 18,50 | |
| 0,75 | 8,25 | 2 | 18,00 | ||
| 1 | 8,00 | 2,5 | 17,50 | ||
| 1,25 | 7,80 |
 |
||
| а | б | в |
Рисунок 5.4 — Нарезание резьбы в отверстии
На Рисунке 5.4 представлено глухое (несквозное) отверстие. На его дне изображено коническое углубление, остающееся от сверла. Угол при вершине конуса условно принимается равным 120 0 , а размеры его на чертежах не наносятся.
До нарезания резьбы на конце стержня (при наружной резьбе) и в начале отверстия (при внутренней резьбе) выполняются фаски , коническая поверхность которой образует с осью угол 45 0 . Фаска предохраняет крайние витки от повреждений, упрощает процесс нарезания резьбы, облегчает соединение между собой резьбовых деталей. Величина фасок определяется величиной шага резьбы (Таблица 5.3).
У метчика, как и у плашки, имеется коническая заборная часть и калибрующая часть. При нарезании резьбы метчиком будет иметь место сбег резьбы, определяемый заборной частью метчика, и резьба полного профиля. При нарезании резьбы в глухом отверстии метчик (во избежание его поломки) не доводится до упора в дно отверстия, поэтому будет иметь место недовод резьбы и, следовательно, недорез резьбы как сумма сбега и недовода резьбы.
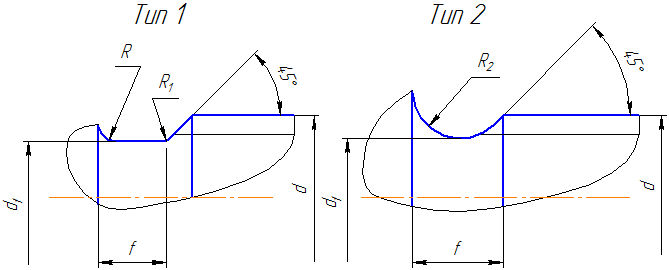
Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (Рисунок 5.5, а), а для внутренней резьбы — немного больше наружного диаметра резьбы (Рисунок 5.5, б).
Размеры фасок, сбегов, недорезов, проточек стандартизованы ГОСТ 10549-80* — Выход резьбы. Сбеги, недорезы, проточки и фаски и ГОСТ 27148-86 — Изделия крепежные. Выход резьбы. Сбеги, недорезы, проточки. Размеры.
 |
|
| а | б |
Рисунок 5.5 — Наружная и внутренняя проточки
 |
|||||||||||
| Шаг резьбы P | Проточка | Фаска z | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Тип 1 | Тип 2 | d f | при сопряжении с внутренней резьбой с проточкой типа 2 | для всех других случаев | |||||||
| нормальная | узкая | ||||||||||
| f | R | R 1 | f | R | R 1 | f | R 2 | ||||
| 0 ,2 | — | — | — | — | — | — | — | — | — | — | 0 ,2 |
| 0 ,25 | |||||||||||
| 0 ,3 | |||||||||||
| 0 ,35 | d — 0 ,6 | 0 ,3 | |||||||||
| 0 ,4 | 1 ,0 | 0 ,3 | 0 ,2 | ||||||||
| 0 ,45 | d — 0 ,7 | ||||||||||
| 0 ,5 | 1 ,6 | 0 ,5 | 0,3 | 1 ,0 | 0 ,3 | 0 ,2 | d — 0 ,8 | 0 ,5 | |||
| 0 ,6 | d — 0 ,9 | ||||||||||
| 0 ,7 | 2 ,0 | 1 ,6 | 0,5 | 0,3 | d — 1,0 | ||||||
| 0 ,75 | d — 1,2 | 1 ,0 | |||||||||
| 0 ,8 | 3,0 | 1 ,0 | 0 ,5 | ||||||||
| 1 | 2 ,0 | 3 ,6 | 2 ,0 | d — 1,5 | 2 ,0 | ||||||
| 1,25 | 4 ,0 | 2 ,5 | 1 ,0 | 0 ,5 | 4 ,4 | 2 ,5 | d — 1,8 | 2 ,5 | 1 ,6 | ||
| 1 ,5 | 4,6 | d — 2 ,2 | 3 ,0 | ||||||||
| 1,75 | 5 ,4 | 3 ,0 | d — 2 ,5 | 3 ,5 | |||||||
| 2 | 5 ,0 | 1 ,6 | 3,0 | 5 ,6 | d — 3 ,0 | 2 ,0 | |||||
| 2 ,5 | 6 ,0 | 1 ,0 | 4 ,0 | 7 ,3 | 4 ,0 | d — 3 ,5 | 5 ,0 | 2 ,5 | |||
| 3 | 7 ,6 | d — 4 ,5 | 6 ,5 | ||||||||
| 3 ,5 | 8 ,0 | 2 ,0 | 5 ,0 | 1 ,6 | 10 ,2 | 5 ,5 | d — 5 ,0 | 7,5 | |||
| 4 | 10,3 | d — 6 ,0 | 8,0 | 3,0 | |||||||
| 4 ,5 | 10 ,0 | 3 ,0 | 6 ,0 | 1 ,0 | 12 ,9 | 7 ,0 | d — 6 ,5 | 9 ,5 | |||
| 5 | 13 ,1 | d — 7 ,0 | 10 ,5 | 4 ,0 | |||||||
| 5 ,5 | 12 ,0 | 8 ,0 | 2 ,0 | 15,0 | 8 ,0 | d — 8 ,0 | |||||
| 6 | 16 ,0 | 8 ,5 | d — 9 ,0 | ||||||||
Правила изображения и нанесения обозначения резьбы на чертежах устанавливает ГОСТ 2.311-68*.
Резьбу изображают:
а) на стержне – сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими линиями – по внутреннему диаметру на всю длину резьбы, включая фаску. На изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности, разомкнутую в любом месте, но не по осям (Рисунок 5.6, а);
б) в отверстии – сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями – по наружному диаметру. На изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности, разомкнутую в любом месте (Рисунок 5.6,б).
 |
|
| а | б |
Рисунок 5.6 — Изображение резьбы на чертежах: наружная — на стержне (а), внутренняя — в отверстии (б)
Сплошную тонкую линию на изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы. Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной основной или штриховой линией, если резьба изображена как невидимая (Рисунок 5.7, 5.8), где l ст — длина стержня на которой нарезается резьба, l св — глубина сверления отверстия под резьбу.

Рисунок 5.7 — Изображение видимой границы резьбы
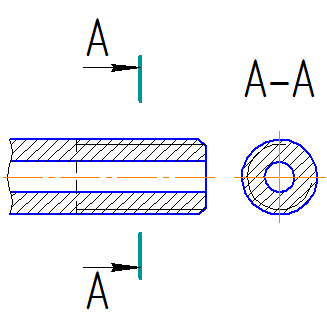
Рисунок 5.8 — Изображение невидимой границы резьбы
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержнях и до линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной основной линии.
Размер длины резьбы с полным профилем (без сбега l ) на стержне и в отверстии указывают, как показано на Рисунке 5.7, 5.9.
При необходимости указания величины сбега на стержне размеры наносят, как показано на Рисунке 5.9,в. Сбег резьбы изображают сплошной тонкой линией, проведенной либо по радиусу, либо отрезком примерно под углом 30 0 (Рисунки 5.9,б).
 |
||
| а | б | в |
Рисунок 5.9 — Изображение сбега резьбы, размер длины резьбы
Недорез резьбы, выполненной до упора, изображают как показано на Рисунке 5.7. Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную к оси стержня или отверстия, не изображают (Рисунки 5.6, а, б). Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.
На разрезах резьбового соединения в изображении на плоскости, параллельной к его оси, в отверстии показывают только часть резьбы, которая не закрыта резьбой стержня (Рисунки 5.10).

Рисунок 5.10 — Изображение резьбового соединения
Обозначения резьбы указывают по соответствующим стандартам на размеры и предельные отклонения резьбы и относят их для всех резьб, кроме конических и трубной цилиндрической, к наружному диаметру, как показано на Рисунках 5.4, 5.11.
 |
|
| а | б |
Рисунок 5.11 — Нанесение размеров на резьбу
Обозначение конических резьб и трубной цилиндрической резьбы наносят, как показано на Рисунке 5.12.

Рисунок 5.12 — Нанесение размеров на трубную и коническую резьбы
Метрическая резьба наиболее широко используется в технике.
Профиль резьбы (Рисунок 5.2) установлен в ГОСТ 9150-81; основные размеры (номинальные значения) наружного, среднего и внутреннего диаметров резьбы – в ГОСТ 24705-2004 ; диаметры и шаги — ГОСТ 8724-81 (Приложение А) — см. таблицу 5.6.
М .Метрическую резьбу выполняют с крупным (единственным для данного диаметра резьбы) и мелкими шагами, которых для данного диаметра может быть несколько. Поэтому в обозначении метрической резьбы крупный шаг не указывают, а мелкий указывают обязательно.
Обозначение: М20х1,5-6g – метрическая наружная резьба (на стержне) диаметром 20 мм с мелким шагом, равным 1,5 мм (рис. 5.11, а); М20 LH-6g – то же левая, с крупным шагом; М20х1,5 LH-6g – то же с мелким шагом; М20-6Н – внутренняя резьба (в отверстии) с крупным шагом (рис. 5.11, б). Указание поля допуска резьбы обязательно.
Метрическая коническая резьба (ГОСТ 25229-82) применяется для соединения трубопроводов.
Обозначение: МК8*1 — метрическая коническая диаметром 8 мм, измеряемым в основной плоскости и шагом 1 мм (рис. 5.12, б).
Трубную цилиндрическую резьбу по ГОСТ 6357-81 применяют на водогазопроводных трубах, частях для их соединения (муфтах, угольниках, крестовинах и т.д.), трубопроводной арматуре (задвижках, клапанах и т.д.).
Профиль трубной цилиндрической резьбы представлен на Рисунке 5.2.
В условное обозначение входит буква G , размер резьбы в дюймам, класс точности среднего диаметра резьбы – А или В (менее точный) и длина свинчивания в мм, если она превосходит нормальную, установленную стандартом.
Пример: G 1/2 (рис. 5.12, а), G 1/4-А, G 1/2 LH-А, G 3/8-А-20.
Если для метрической резьбы указываемый в обозначении размер диаметра соответствует его действительному размеру (без учета допуска), то в трубной резьбе указываемый в обозначении ее размер в дюймах приблизительно равен условному проходу трубы (номинальному внутреннему диаметру, по которому рассчитывают ее пропускную способность), переведенному в дюймы.
Например, G1 обозначает размер трубной резьбы, нарезанной на наружной поверхности трубы, имеющей условный проход в 25 мм, т.е. примерно 1 дюйм. Фактически наружный диаметр трубы равен 33,249 мм, т.е. больше на две толщины стенки трубы — таблица 5.5.
Поэтому обозначение размера трубной резьбы наносят на полке линии-выноски (Рисунок 5.13).

Рисунок 5.13 — Обозначение трубной резьбы
| Размер резьбы, дюйм | 1/4 | 3/8 | 1/2 | 3/4 | 1 | 1 ¼ |
|---|---|---|---|---|---|---|
| Условный проход, мм | 9 | 10 | 15 | 20 | 25 | 40 |
| Наружный диаметр трубы, мм | 13,5 | 17,0 | 21,3 | 26,8 | 33,5 | 48,0 |
| Наружный диаметр резьбы, мм | 13,16 | 16,67 | 20,96 | 26,44 | 33,25 | 47,80 |
Трубную коническую резьбу по ГОСТ 6211-81 применяют в соединениях труб при больших давлениях и температуре, когда требуется повышенная герметичность соединения.
Профиль резьбы см. на Рисунке 5.2. Так как диаметр конической резьбы непрерывно меняется, то ее размер относят к сечению в основной плоскости (примерно посередине длины наружной резьбы). В этом сечении диаметр конической резьбы равен диаметру трубной цилиндрической резьбы (Рисунок 5.14). Положение основной плоскости указывается на рабочем чертеже (берется из стандарта).

Рисунок 5.14 — Обозначение трубной конической резьбы
Наружная резьба обозначается буквой R , внутренняя – Rc .
В обозначение трубной конической резьбы входит буква R(Rc) и размер в дюймах без указания размерности.
Пример: R 1 1/2 LH — наружная левая, Rс 1/8 – внутренняя (рис. 5.12, в).
Коническую дюймовую резьбу (ГОСТ 6111-52) применяют в соединениях топливных, масляных, водяных, воздушных трубопроводов машин и станков при невысоких давлениях.
Обозначение состоит из буквы К и размера резьбы в дюймах с указанием размерности, наносится на полке линии-выноски, как и у трубных резьб.
Пример: К 3/4″ ГОСТ 6111-52.
Круглую резьбу применяют для шпинделей вентилей смесителей по ГОСТ 19681-94 (Арматура санитарно-техническая водоразборная) и водопроводных кранов по ГОСТ 20275-74.
В обозначение круглой резьбы входят буквы Кр , номинальный диаметр резьбы в мм, шаг резьбы в мм и ГОСТ 13536-68 .
Пример: Кр 12х2,54 ГОСТ 13536-68, где 2,54 – шаг резьбы в мм, 12 – номинальный диаметр резьбы в мм. ГОСТ 13536-68 определяет профиль, основные размеры и допуски круглой резьбы.
Применяется на винтах, передающих возвратно-поступательное движение и осевое усилие. Резьба бывает однозаходной и многозаходной .
Профиль резьбы представлен на Рисунке 5.2.
Основные размеры, диаметры, шаги, допуски однозаходной резьбы стандартизованы соответственно ГОСТ 24737-81 , 24738-81 , 9562-81.
Для многозаходной резьбы эти параметры находятся в ГОСТ 24739-81 *.
Условное обозначение однозаходной резьбы состоит из букв Тr , значения номинального диаметра резьбы, шага, поля допуска.
Пример: Тr 40х6-8е – трапецеидальная однозаходная наружная резьба диаметром 40 мм с шагом 6 мм, Тr 40х6-8е-85 – то же длина свинчивания 85 мм, Тr 40х6LH-7Н – то же для внутренней левой.
В условное обозначение многозаходной резьбы добавляется числовое значение хода: Тr 20х8(Р4)-8е – трапецеидальная многозаходная наружная резьба диаметром 20 мм с ходом 8 мм и шагом 4 мм.
Применяется на винтах, подверженных односторонне направленные усилиям, например в домкратах.
Профили резьб
К атегория:
Нарезание резьбы
Профили резьб
Профиль резьбы зависит от формы режущей части инструмента, с помощью которого нарезается резьба. Чаще всего применяется цилиндрическая треугольная резьба (пилообразная), обычно ее называют крепежной; такую резьбу нарезают на крепёжных деталях, например на шпильках, болтах и гайках.
Помимо цилиндрических треугольных резьб бывают конические треугольные, которые дают возможность получить плотное соединение, такие резьбы встречаются на конических пробках, а арматура иногда в масленках.
Прямоугольная резьба имеет прямоугольный профиль (квадратный). Она не стандартизована, трудна в изготовлении, непрочная и применяется редко.
Трапецеидальная резьба ленточна имеет сечение в форме трапеции с углом профиля 30°. У нее малый коэффициент трения, и поэтому применяется эта резьба для передачи движений или больших усилий: в металлорежущих станках (ходовые винты), домкратах, прессах и т. п. Витки этой резьбы имеют большое сечение у основания, что обеспечивает высокую прочность ее и удобство при нарезании. Основные элементы трапецеидальной резьбы стандартизованы.
Упорная резьба имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине 30° . Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль. Поэтому данная резьба применяется в тех случаях, когда винт должен передавать большое одностороннее усилие (в винтовых прессах, домкратах и т. п.).
Круглая резьба имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участками, и углом 30 ; в машиностроении используется редко. Применяется в соединениях, подвергающихся сильному износу, в загрязненной среде (арматура пожарных трубопроводов, вагонные стяжки, крюки грузоподъемных машун и т. п.). Эта резьба не стандартизована.
По числу ниток резьбы разделяют на одноходовые (однозаходные) и многоходовые (многозаходные).
Ходом резьбы называют осевое перемещение винта на один его оборот. Например, при завинчивании гайка переместится за один оборот на величину, равную ходу резьбы. Для однозаходных резьб шаг равен ходу. Для многозаходных винтов ход резьбы получим умножением шага (расстояние между смежными витками) на число заходов. Число заходов можно определить, если посмотреть на торец винта (гайки), на котором обычно ясно видно, сколько ниток берет свое начало с торца трехзаходного, восьмизаходного (рис. 259, а, б).

Рис. 1. Профили и элементы резьб: а - цилиндрическая треугольная, б - прямоугольная, в - трапецеидальная, г - упорная, д - круглая

Рис. 2. Резьбы с разным числом заходов (ходов): а - трехзаходная, б - восьмизаходная
У однозаходной (одноходовой) резьбы на торце винта или гайки виден только один конец витка, а у многозаходных (многоходовых) - два, три и больше витков.
Однозаходные резьбы имеют малые углы подъема винтовой линии и большее трение (малый кпд). Они применяются там, где требуется надежное соединение, - для крепежных резьб.
У многозаходных резьб по сравнению с однозаходными угол подъема винтовой линии значительно больший (подъем круче). Такие резьбы применяют в тех случаях, когда необходимо быстрое перемещение по резьбе при наименьшем трении, при этом за один оборот винта (или гайки) гайка (или винт) переместится на величину хода винтовой линии резьбы. Многозаходные резьбы используют в механизмах, служащих для передачи движения.
Основные типы резьб и их обозначение
В машиностроении, как правило, применяют три системы резьб: метрическую, дюймовую и трубную.
Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами (рис. 3, а) и характеризуется следующими основными элементами: угол профиля 60°, диаметры и шаг выражаются в метрической системе мер - в миллиметрах.
Метрические резьбы делят на резьбы с крупным шагом (для наружных диаметров 1-68 мм) и резьбы с мелкими шагами (для диаметров 1-600 мм); шаги для крупных резьб - 0,25 - 6 мм, для мелких резьб - 0,2 - 6 мм.
Метрические резьбы с крупным шагом обозначают: М20 (число - наружный диаметр резьбы); с мелкими шагами: М20х 1,5 (первое число - наружный диаметр, а второе - шаг).
Применяют метрические резьбы в основном как крепежные: с крупным шагом - при значительных нагрузках и для крепежа (болтов, гаек, винтов), с мелкими шагами - при малых нагрузках и тонких регулировках.
Дюймовая резьба (рис. 3, б, в, г) имебт треугольный проскосрезанный профиль с углом 55 ° (резьба Витворта) или 60 ° (резьба Селлерса). Все размеры этой резьбы даются в дюймах (1” =25,4 мм). Шаг выражается числом ниток (витков) на длине оДного дюйма.
Стандартизована дюймовая резьба диаметрами от 3/16 до 4” и числом ниток на 1” -24 - 3. Обозначается ее наружный диаметр в дюймах. От метрической отличается большим шагом.
В СССР при проектировании новых конструкций применение дюймовой резьбы не разрешается. Ее используют при изготовлении запасных частей для машин и оборудования, полученных из стран, где применяется дюймовая резьба.
Трубная цилиндрическая резьба стандартизована, представляет собой мелкую дюймовую резьбу. В отличие от дюймовой резьбы она сопрягается без зазоров (для увеличения герметичности соединения) и имеет закругленные вершины.

Рис. 3. Системы резьб: а - метрическая, 6 - дюймовая, в - трубная, г - деталь с дюймовой резьбой
За номинальный диаметр трубной резьбы применяется внутренний диаметр трубы (диаметр отверстия, или, как говорят, «диаметр трубы в свету»), т. е. наружный диаметр трубной резьбы будет больше номинального диаметра на величину удвоенной толщины стенок трубы.
Трубная цилиндрическая резьба применяется для наружных диаметров 1/8 - 6” с числом ниток на 1” от 28 до 11. Угол профиля 55° .
Трубная цилиндрическая резьба применяется на трубах для их соединения, а также на арматуре трубопроводов и других тонкостенных деталей.
Трубная цилиндрическая резьба обозначается: Труб 3/4” (цифры - номинальный диаметр резьбы в дюймах).
Стандартизованы трубные резьбы диаметром от 2/8 до 6” с числом ниток на 1 “ – 28-11.
10.1.4. Изображение и обозначение резьбы на чертежах
Изображение и обозначение резьбы на чертежах стандартизировано. В соответствии с ГОСТ 2.311-68 наружную резьбу изображают сплошными основными линиями по диаметру D и сплошными тонкими по диаметру D 1 . На изображениях, полученных проецированием на плоскость, перпендикулярную оси резьбы, сплошную тонкую линию не доводят на 1 / 4 . Линии фаски не показывают (рисунок 10.6).
Сплошную тонкую линию при изображении резьбы проводят на расстоянии не менее 0,8 мм от основной линии и не более величины шага. Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.
Внутреннюю резьбу показывают сплошными основными линиями - по внутреннему диаметру d и сплошными тонкими - по диаметру d 1 . Границу резьбы наносят на конце полного профиля, до начала сбега. Её проводят до линии наружного диаметра и изображают сплошной толстой линией, если резьба видимая, и штриховой, если невидимая. Штриховку в разрезах и сечениях проводят до сплошной толстой линии.
Для всех типов резьбы, исключая коническую и трубную цилиндрическую, обозначение относят к наружному диаметру и проставляют над размерной линией, на ее продолжении и на полке - выноске (рисунок 10.6).
Рисунок 10.6 - Условное обозначение внутренней и наружной резьбы
Обозначение конической резьбы и трубной цилиндрической относят к контуру резьбы и наносят только на полке линии-выноски (рисунок 10.7).

Рисунок 10.7 - Обозначение конической и трубной цилиндрической резьбы
Таблица 1 - Типы и обозначение резьбы
|
Профиль |
Обозначение |
|
|
Метрическая ГОСТ 9150-81 - на профиль ГОСТ 24705-81 - на размеры диаметров ГОСТ 8724-81 - на диаметры и шаги |
Равносторонний треугольник. Вершины выступов и впадин профиля срезаны по прямой или дуге окружности, что облегчает изготовление резьбы, уменьшает концентрацию напряжений и предохраняет резьбу от повреждений при эксплуатации. |
М20-6 g - резьба метрическая диаметром 20мм, шаг крупный 2.5 мм, полем допуска 6g, правая; М20×2 - резьба метрическая диаметром 20мм, шаг мелкий 2 мм, правая; М20×2 LH - резьба метрическая диаметром 20мм, шаг мелкий 2 мм, левая. Резьба имеет для каждого номинального диаметра один крупный и несколько мелких шагов. Крупный шаг в обозначении резьбы не указывают, а мелкий указывают обязательно. К обозначению левой резьбы добавляют LН. |
|
Метрическую резьбу наиболее широко используют в технике. Эта резьба применяется на болтах, шпильках, винтах, гайках и т.д. Преимущественно применяют правую резьбу. |
||
|
Дюймовая ГОСТ 6111-52 |
Равнобедренный треугольник с углом при вершине 55° (для конической резьбы - угол профиля 60). Вершины и впадины плоско срезаны. |
1" - резьба дюймовая цилиндрическая с наружным диаметром 1 дюйм; К 1 3 / 4 " ГОСТ 6111-52- резьба дюймовая коническая. |
|
Трубная цилиндрическая ГОСТ 6357-81 Трубная коническая ГОСТ 6211-81 |
Равнобедренный треугольник с углом при вершине 55°. Вершины и впадины скруглены, что делает резьбу более герметичной, по сравнению с метрической. |
G 1- A - резьба трубная цилиндрическая диаметром 1 дюйм, класса точности А; R 1 - резьба трубная коническая наружная; R c 1 - резьба трубная коническая внутренняя. Размер 1"=25.4 мм соответствует внутреннему диаметру трубы (условному проходу). Наружный диаметр трубной резьбы будет равен 1"=25.4 мм+2 толщины трубы = 33.25 мм. |
|
Трубную цилиндрическую резьбу применяют на водо, газо- проводных трубах, на деталях для их соединения - фитингах (муфтах, угольниках, тройниках и т.д.), трубопроводной арматуре (задвижках, клапанах) и т.д. Трубную коническую резьбу применяют в соединениях труб при больших давлениях и температуре. |
||
|
Трапецеидальная ГОСТ 9484-81 - на профиль, ГОСТ 24738-81 - на диаметры и шаги |
|
Tr 40×6-8е - резьба трапецеидальная, однозаходная, с номинальным диаметром 40 мм, шагом 6 мм, класс точности 8е; Tr 48×9(РЗ) L Н - резьба трапецеидальная, трехзаходная, с номинальным диаметром 49 мм, ходом 9 мм, шагом 3 мм, левая |
|
Применяется на винтах, передающих возвратно-поступательное движение. |
||
|
Упорная ГОСТ 10177-82 на профиль и основные размеры |
Неравнобокая трапеция с углами 3° и 30° при боковых сторонах |
S 80×5 - резьба упорная, с номинальным диаметром 80 мм, однозаходная, с шагом 5 мм; S 80×20(Р5) L Н - резьба упорная, четырехзаходная, с номинальным диаметром 80 мм, ходом 20 мм, шагом 5 мм, левая. |
|
Применяется на винтах, подверженных односторонне направленным усилиям, например, в домкратах. |
||
|
Прямоугольная |
Профиль не стандартизован, на чертеже приводят все данные, необходимые для ее изготовления. |
|
|
Применяется в соединениях, где не должно быть самоотвинчивания под действием приложенной нагрузки. |
||
|
Профиль стандартный, но размеры диаметра или шага отличны от принятых по стандарту. |
К обозначению любой резьбы со стандартным профилем добавляют Сп: |
|
ОСНОВНЫЕ ЭЛЕМЕНТЫ РЕЗЬБЫ
У всякой резьбы различают следующие основные элементы: профиль; угол и высоту профиля; шаг; наружный, средний и внутренний диаметры резьбы.
Профиль резьбы (рис. 257) рассматривается в сечении, проходящем через ось болта или гайки. Ниткой (витком) называется часть резьбы, образуемой при одном полном обороте профиля.
Угол профиля φ - угол между боковыми сторонами (гранями) профиля резьбы, измеряемый в плоскости, проходящей через ось болта. В метрической резьбе этот угол равен 60°, в дюймовой - 55 °.
Шаг резьбы Р - расстояние между параллельными сторонами или вершинами двух рядом лежащих витков, измеренное вдоль оси резьбы. В метрической резьбе шаг измеряется в миллиметрах; в дюймовой резьбе взамен шага дается число ниток (витков) на длине одного дюйма.
Высота профиля (глубина резьбы) Н 1 - расстояние от вершины резьбы до основания профиля, измеряемое перпендикулярно оси болта.
Наружный диаметр резьбы d - диаметр цилиндра, описанного около резьбовой поверхности. Наружный диаметр измеряется у болтов по вершинам профиля резьбы, у гаек - по впадинам.
Внутренний диаметр резьбы d 1 - диаметр цилиндра, вписанного в резьбовую поверхность. Внутренний диаметр измеряется у болтов по впадинам, у гаек - по вершинам профиля резьбы.
Средний диаметр d 2 резьбы - диаметр соосного с резьбой цилиндра, образующие которого делятся боковыми сторонами профиля на равные отрезки.
Профилем резьбы называется очертания впадин и выступов, полученные путём продольного разреза резьбы. Профиль резьбы зависит от формы режущей части инструмента, с помощью которого нарезается резьба.
Чаще всего применяется цилиндрическая треугольная резьба, обычно ее называют крепежной, так как нарезают на крепежных деталях, например на шпильках, болтах и гайках. Конические треугольные резьбы дают возможность получить плотное соединение. Такие резьбы встречаются на конических пробках, иногда - в масленках.
Прямоугольная резьба имеет прямоугольный (квадратный) профиль. Она не стандартизована, трудна в изготовлении, непрочная и применяется редко.
Трапецеидальная ленточная резьба имеет сечение в виде трапеции с углом профиля, равным 30 °. Коэффициент трения у нее мал, поэтому она применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты), домкратах, прессах и т. п. Витки этой резьбы имеют большое сечение у основания, что обеспечивает ее высокую прочность и удобство при нарезании. Основные элементы трапецеидальной резьбы стандартизованы.
Упорная резьба имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине, равным 30°. Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль. Поэтому данная резьба применяется в тех случаях, когда винт должен передавать большое одностороннее усилие (в винтовых прессах, домкратах и т. п.).
Круглая резьба имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участками, и углом, равным 30°. В машиностроении эта резьба используется редко. Применяется она в основном в соединениях, подвергающихся сильному износу, в загрязненной среде (арматура пожарных трубопроводов, вагонные стяжки, крюки грузоподъемных машин и т. п.). Эта резьба не стандартизована.
По числу ниток резьбы разделяют на одноходовые (однозаходные) и многоходовые (многозаходные). Ходом резьбы называют осевое перемещение винта за один его оборот. Для однозаходных резьб ход равен шагу (расстояние между смежными витками), а для многозаходных - произведению шага на число заходов. Последнее можно определить, если посмотреть на торец винта (гайки); обычно ясно видно, сколько ниток берет свое начало с торца. У однозаходной резьбы на торце винта или гайки виден только один конец витка, а у многозаходных - два, три и больше.
Однозаходные резьбы имеют малые углы подъема винтовой линии и большее трение (малый КПД). Они применяются там, где требуется надежное соединение (в крепежных деталях).
У многозаходных резьб по сравнению с однозаходными угол подъема винтовой линии значительно больше. Такие резьбы приме няют в тех случаях, когда необходимо быстрое перемещение по резьбе при наименьшем трении, при этом эа один оборот винта (или гайки) гайка (или винт) переместится на величину хода винтовой линии резьбы. Многозаходные. резьбы используют в механизмах, служащих для передачи движения.
| Статьи по теме: | |
|
Посконник — серебряные краски в палитру сада Посконник метельчатый отцвел что делать
Если на вашем участке растет посконник, вам очень повезло – это... Тунбергия: тонкости выращивания эффектной тропической лианы из семян Тунбергия крылатая черноглазая сюзанна
Тунбергия – однолетнее тропическое растение, часто вьющееся. Относится к... Мини-ветряк с генератором, установка за окно
На даче часто бывают перебои с электроэнергией, так-как многие дачники... | |




